
mastekranen af 1748
"Holmen" kalder Københavnerne området nord for Christianshavn. Det består egentlig af flere øer eller holme og huser flådestationen.
Idag er der ikke meget flådeaktivitet tilbage, stort set er der kun Forsvarets Personaletjeneste, Søværnets Officersskole, Søværnets Teknikskole og dykkerne tilbage. Men de smukke omgivelser vidner om den danske flådes storhedstid, og enestående historiske bygninger danner fortsat en uforlignelig ramme om de flere hundrede arbejdspladser på Marinestationen, som den hedder idag.
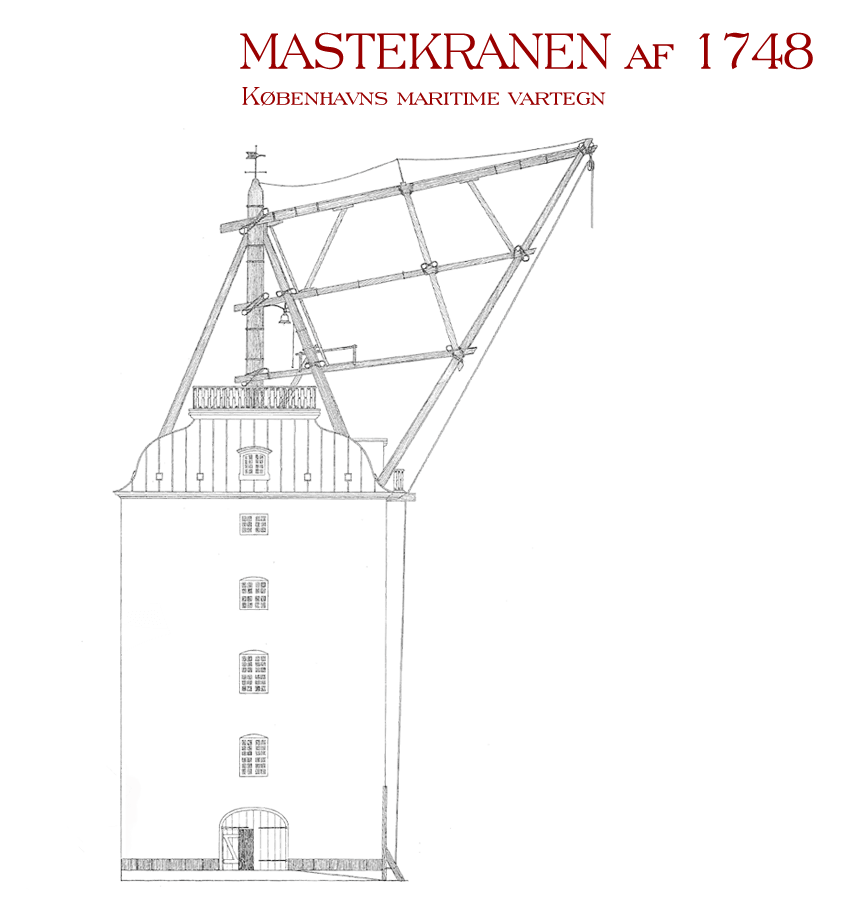
Mastekranen af 1748 og dens nabo, hovedvagten af 1745, er uden sammenligning de to mest bemærkelsesværdige bygningsværker, den ene med en gevaldig kongekrone ovenpå klokketårnet, den anden med sin kæmpe bjælkekonstruktion, som er lige så smuk (i nutidens øjne) som den er vedligeholdskrævende.
Det er denne bjælkekonstruktion, som opmærksomheden er rettet imod for tiden. Bjælkerne er ganske enkelt surrede sammen med tovværk, og disse surringer eller bændsler står til fornyelse.
Tovværket har en styrke på fire tommer i omkreds, de enkelte bændsler har en længde på op til 90 meter, og det vejer ca. 1 kg pr. meter. Der skal bruges ca. 1,6 km tovværk til de over 40 bændsler ialt.
Restaureringen af Surringerne
I hundrede af år har der været to bygninger, der dannede rammen om det syn, der mødte indkommende skibe i Københavns havn. Marmorkirkens mægtige kuppel på styrbordsiden, og mastekranens særprægede bjælkekonstruktion på bagbordside.
Denne bjælkekonstruktion er større, end man normalt forestiller sig, fordi det er næsten ikke muligt, at komme tæt nok på, for at kunne danne sig et rigtigt billede. Men uagtet bjælkernes størrelse, så er de "bare bundet sammen" med noget tovværk...
Dronefilm fra Mastekranens overhaling 2022
Placeringen af de to mastkraner
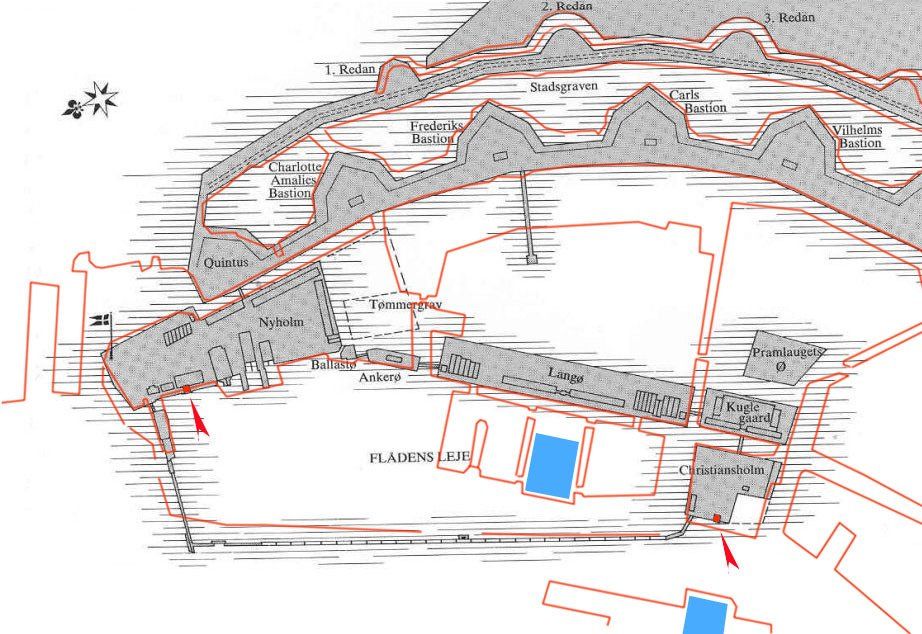
De tynde røde linier viser det omtrentlige kystforløb idag, med placeringen af hhv. Operahuset og Skuespilhuset (blåt).
Mastekran vedligehold 2010
Mastekranen af 1748 og dens nabo, hovedvagten af 1745, er uden sammenligning de to mest bemærkelsesværdige bygningsværker, den ene med en gevaldig kongekrone ovenpå klokketårnet, den anden med sin kæmpe bjælkekonstruktion, som er lige så smuk (i nutidens øjne) som den er vedligeholdskrævende.
Det er denne bjælkekonstruktion, som opmærksomheden er rettet imod for tiden. Bjælkerne er ganske enkelt surrede sammen med tovværk, og disse surringer eller bændsler står til fornyelse.
Tovværket har en styrke på fire tommer i omkreds, de enkelte bændsler har en længde på op til 90 meter, og det vejer ca. 1 kg pr. meter. Der skal bruges ca. 1,6 km tovværk til de over 40 bændsler ialt.
I foråret 2009 fornyede projektgruppen et af bændslerne i et såkaldt forprojekt. Hele arbejdsopgaven skal udføres under størst muligt hensyntagen til den betydelige historiske substans, uden at sikkerhed, økonomi og fremtidig vedligeholdsbehov må tabes helt ude af synet. Ved det nævnte forprojekt kom det frem, at de eksisterende surringer var forsynet med kovser i øjesplejsene. Teknisk smart, arbejdsmæssigt meget hensigtsmæssigt, men historisk set desværre ikke så heldigt. Kovser holdt ikke indtog i den maritime verden før midten af 1800-tallet...
Log:
11. februar: Alle surringer mellem svipperne og mellembjælkerne blev færdige idag. Det var 2 stk à 3½", 50 meter lange, og 2 mindre à 2½", 20 meter lang. Dermed har vi bragt det samlede antal færdige bændsler op på 23.
_____________________________________________________
9. februar: Lagde 3 store surringer mellem ben og mellembjælker. Hver à 4" omkreds og 51 meter i længden. Det var lidt besværligt, da hele kvejlet skulle løftes over mellembjælkerne ved hver tørn.
_____________________________________________________
5. februar: Vejret var til det idag, så vi gik igang med at lægge surringen omkring mast og mellembjælker. En lille sag på 16 tørner à 6 meters længde, 96 meter i alt, eller næsten 100 kg. Det kvejl skulle så bare løftes på plads og lægges rundt og rundt (men det bliver jo lettere for hver tørn :-) Vi riggede to taljer for at tage vægten. Hver tørn blev banket på plads med nogle store trækøller,samtidigt med at vi holdtsagen i træk med en gedigen drejer. Lidt hård måske, men bestemt sjovt og anderledes arbejde.
I alt fik vi lavet 8 større surringer, 21 krydstørnsbændsler og 8 øjesplejse, samt 14 syede taklinger i denne første uge.
_____________________________________________________
3. februar: Vi fik lagt 3 surringer idag:
ved underbjælke/sydben/vestpude, 42 m, 42
krydssurring ved svipper/østpude, 25 m 3½"
nord-underbjælke/østpude 20 m 3½".
Vi nåede også at rense af ved mastholder/underbjælke og at smøre med tjære div. steder.
_____________________________________________________
2. februar: Vi fik lagt den første krydssurring idag - rundt nordben/nordl. underbjælke samt vestpude - 7 slag hver vej, ialt 42 m 4" tov, dertil 3 krydstørnsbændsler til afslutningen og 2 syede taklinger. Inden snevejret afbrød os nåede vi også at lægge en krydssurring på svipperen og østpuden, den var kun på 29 meter og 3½".
_____________________________________________________
1. februar: så går det igang. Kaffestuen er rigget til med lidt varme og lys.
Det gamle tov fra surringerne 2 og 6 blev fjernet. Under surringerne 1 og 2 var det for vådt for at smøre med tjære. Vi er nødt til at vente til næste uge med at lægge de nye surringer dér. Nu er de midlertidig dækket af, så det kan blive tørt. Ved surring 6 havde vi ikke det problem, så vi nåede at smøre og fok gjort alt tovværk klart til bændslet.












Projektgruppen
Opstod ikke tilfældigt. I 2007 henvendte ”Driften” på ”Holmen” sig til skoleskibet ”Georg Stage”, for at høre, om skoleskibets erfarne riggerteam kunne yde hjælp med at udskifte tovværkssurringerne på mastekranen.
Samarbejdet mellem Holmens fagfolk - især riggerne - og skoleskibet ”Georg Stage” går tilbage helt til 1882. Uden søværnet og Holmen havde ”Georg Stage” formentlig ikke eksisteret idag. Eksempelvis var det helt hen til 1974, at Holmens riggere, som i sin tid var blandt de bedste i verden, sørgede for at få ”Georg Stages” master og rær klar til togtet hvert år. De samme riggere gik selvfølgelig også og passede med omhu mastekranens årlige vedligeholdelse.
Siden 1974 har ”Georg Stage” ledelse og besætning så sat en ære i selv at bevare kundskaben og traditionen efter alle kunstens regler i dette ældgamle riggerhåndværk. Driften på Holmen har dermed i de senere år og ved flere lejligheder haft glæde af at kunne få løst håndværksmæssigt krævende riggeropgaver på den rigtige måde.
Idag er projektgruppens medlemmer og ”Georg Stages” riggere mere end nogen sinde bevidste om, at de har en forpligtelse at gøre deres til at bevare et stykke hæderskronet og værdifuld ”håndbåren kulturarv”, som har haft en stor betydning for den danske flådes maritime historie.
Overhalingen af surringerne på mastekranen er et spændende eksempel på, at faggrænser aldrig må tages altfor bogstavelige. Godt nok er det en landfast bygning med bindingsværk og mursten, men der skal søfolk til at give den sin sande funktion.
Projektet foregår i to faser. Den ene er produktionen af selve tovværket. Det er mere end den almindelige tovværksproduktion, som man kender den idag og det foregår rent faktisk i Sverige. læs mere her.
Den anden fase er fornyelsen af bændslerne på stedet. Det står projektgruppen selv for. Og hvem er de så?




Kabelslået hampetov / trosse




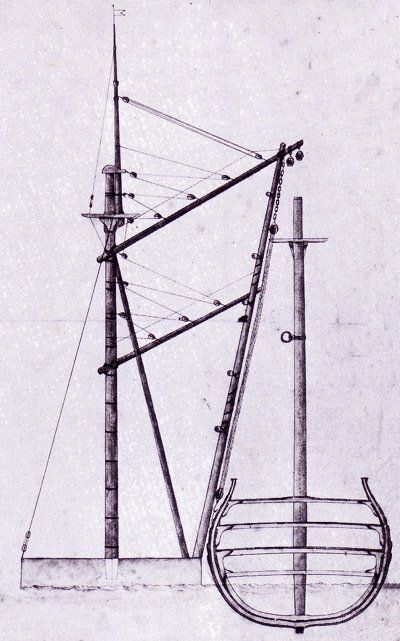
I beskrivelsen af mastekranens takkelage i dokumentet fra 1824 fremgår det tydeligt hvilke dimensioner der arbejdes med i forbindelse med bændslingen af den ydre krankonstruktion. Der er tale om kabelslået trossegods, som vil sige, at det er trossen som er slået af 3 dugter, også kaldet kordeler.
Trosserne har med stor sandsynlighed været fremstillet på Orlogsværftet eller hos kgl. privilegerede rebslagere og adskillede sig formodentlig ikke i kvalitet fra det trossegods, som i øvrigt benyttedes i riggen til de sejlførende orlogsfartøjer.
Hampen er gået igennem en lang proces før den endelig kan slås sammen til den færdige trosse, her beskrevet i korte træk. Efter vækstperioden for hampeplanten høstes den og lægges i vand for at rådne.
Når rådningsprocessen er passende fremskreden, afhængig af vandtemperatur og bakterieflora, tages de rådnede stængler op, vaskes og tørres. Stænglerne sønderbrydes og fibrene blotlægges, renses og bundtes til den videre forarbejdning. Fibrene spindes til garn, oprindelig i hånden på reberbanen. Nu om dage foregår spindingen maskinelt, men har til gengæld et større indhold af urenheder. De færdige garn renses for alle urenheder, uregelmæssigheder og knob. Garnene tjæres nu enkeltvis ved at de føres gennem et kar med opvarmet trætjære. Hampegarnene er nu klar til slåningen på reberbanen.
Garn til tre dugter med de antal garn som hver dugt skal indeholde, i forhold til den endelige dimension, trækkes langs på reberbanen og slås sammen til der rette spænding og hårdhed. De tre dugter stryges, strækkes og sættes i spænd et passende antal timer. De tre dugter sættes tilbage på reberbanen og rundes op således at det er passende i forhold til det endelige tovs anvendelse. De tre dugter slås sammen med beting, top og geskær, således at trossen får de egenskaber som er ønskelig til anvendelsen. Den nyslåede trosse stryges, strækkes og balanceres for tørn og spændinger.
Trossen sættes i stræk før den endelig skydes op i et kvejl, og transporteres til lager eller anvendes. Alle de enkelte elementer i hampeplantens vej til den færdige trosse, har betydning for trossens egenskaber og kvalitet, og kræver den fornødne indsigt og håndværksmæssige færdigheder.
I dag kan hampegarnene stort set kun købes i Ungarn, og kvaliteten af spindingen bærer præg af marginaliseringen af anvendelsen af hampegarn. Den svingende renhed kræver en tidskrævende rensning af garnene før den videre forarbejdning til trossen.
Hvis hampetrossen er i den korrekte kvalitet, hårdt slået og fuldfed tjæret, så har den en fin holdbarhed. Holdbarheden er under forudsætning af den bliver tilset og vedligeholdt med trætjære i tilstrækkelig kvalitet og mængde, når der er brug herfor.
Læs mere om fremstillingen af tovværket på Repslagarmuseet.
Betinget snurrer igen på rebslagermuseet i Älvängen
Den maritime linie fra Roskilde Produktionsskole har hele ugen været på Älvängen rebslagermuseum for at slå det tovværk, som skal bruges til sammensurring af mastekranens træ konstruktion.
Sammenslåningen af tovet er dermed også afslutningen på næsten et års forudgående forberedelser.
Der bruges over 1 tons spundet hampegarn til at fremstille de i alt 1600 m tovværk i forskellige dimensioner. Alle hampegarnene gennemgås og renses for urenheder, i alt over 400 spoler a 3kg.
Hampegarnene renses
De mange meter hampegarn spoles om og enderne spindes sammen, således at garnene ligger i ubrudte længder på større spoler med 9 – 10 kg hampegarn på. Et meget tidskrævende arbejde, som er hårdt for fingre og hænder, og ikke mindst et meget støvet arbejde der giver kløe i næsehulerne.
Intet tov er dog bedre end kvaliteten af det enkelte garn, så der kræves derfor stor selvdisciplin og opmærksomhed i denne del af tovværksfremstillingen.
Rensningen af garnene har da også sat mange af elevernes tålmodighed på hård prøve, men der er ingen lette genveje i dette arbejde.
Tjæring af hampegarnene
Efter rensning og omspolingen sendes alle garnene til Älvängen Rebslagermuseum, hvor de tjæres på museets tjæreværk.
Tidligere foregik denne proces manuelt. I dag er det dog langt at foretrække den maskinelle løsning, da trætjære der er 60-70 grader varmt, generelt er et ubehageligt bekendtskab hvad angår forbrænding og kras afdampning af tjærestoffer.
For at trætjæren kan trænge bedst muligt ind i hampegarnene sættes garnene til tørring, i et varmeskab, en uge før de tjæres. Når de er knastørre sættes spolerne til tjæring.
På tjæreværket trækkes de enkelte garn gennem et bad med opvarmet træ tjære. Den overskydende tjære stryges af og samtidig kontrolleres at sammenspindingen af garnlængderne er stærk nok til den videre proces. Garnene spoles herefter op i passende længder, og sættes til tørring i opvarmet tørreskab i mindst en måned, før de kan bruges i den videre tovværksfremstilling. Det er vigtigt at tjærestofferne tørres tilstrækkeligt, da de ellers er tilbøjelige til at blive klemt ud af garnene under den endelige sammenslåning af tovet.
Til tjæringen bruges ca. 300 liter ”dalbrændt trætjære”, og vægten på garnene stiger da også 30 % på grund af tjæreindholdet. Tjæreindholdet i garnene har stor betydning for det færdige tovs holdbarhed.
Uddrivning af dugterne
Efter den lange tørretid drives dugterne / kordelerne på reberbanen. Der bruges en uddrivningsmaskine. Maskine trækker alle garn ud samtidig med at dugten rundes op således at der er lige meget træk på alle de respektive garn. Hvert garn har således sin bestemte plads i dugten, hvilket giver et stærkt og ensartet slået tov.
De uddrevne kordeler lægges udstrakt på hyldeknægte langs reberbanen til den senere sammenslåning.
Til de største dimensioner til mastekranens surringer bruges der 58 garn i hver dugt. Der bruges 3 dugter, og således i alt 174 garn i det endelige trosse slåede tov. Da garn og respektive dugterne korter op under sammenslåningen skal der uddrives en overlængde på mellem 30 til 50 % for at kunne levere et tov på mål.
Der skal således bruges ca. 25 km garn til at fremstille 100 meter trosse slået 32.mm. tov.
Den endelige sammenslåning foregår manuelt for at få bændsels trosse i den kvalitet der skal bruge til de store krydstørns bændsler på mastekranens tømmerkonstruktion.
At slå et trosse slået tov
Dugterne rundes først op til den rette hårdhed i snoningen, hvorefter den sættes i stræk og stryges med kokos tov for at garnene skal finde ”deres plads” i dugten.
At stryge en 200 m lang dugt fremstillet af tjæret hamp er en opgave som kun kan udføres tilfredsstillende hvis der kæmpes for sagen. Man tager et stykke tov af kokos og smyger dugten ind mellem kordelerne. Der lægges nu kræfter i og kokos tovet trækkes over dugten fra ende til anden i en lang glidende bevægelse. Friktionen der opstår mellem dugten og kokos tovet polerer dugten, men giver også en anseelig mængde sved på panden og ikke mindst ømme muskler dagen efter.
Når alle 3 dugter er strakt og strøget, flyttes de over på et beting og agter krog. Betinget har 3 kroge som manuelt kan drejes synkront. Herpå fastgøres de 3 dugter på deres respektive kroge og i den modsatte ende fastgøres alle tre dugter på en enkelt agter krog som også manuelt kan drejes.
Det er vigtigt at alle dugterne er rundet lige meget op og er lige lange. Den mindste uregelmæssighed vil tydeligt kunne ses på det færdige tov.
”Toppen” på dansk og på svensk en ”skalle”
En trækegle med 3 spor til at styre, kaldes en top, lægges ind mellem de 3 dugter ved agter krogen og føres frem mod betinget, samtidig med at beting og agter krogen drejes synkront. På så store tovværks dimensioner som der skal bruges til mastekransprojektet, er toppen så stor og tung at den er monteret på en vogn som kører på reberbanens skinner.
Under denne proces bestemmer rebslageren gennem sin faglige indsigt og i særdeleshed sin faglig kundskab tovets endelige kvalitet. Undervejs stoppes og kontrolleres tovets egenskaber gentagende gange, da dugternes oprunding kan ændre sig undervejs. Målet er at få en så ensartet slåning i hele tovets længde fra agter krog til beting.
Når slåningen er tilendebragt sættes tovet i stræk over en længere periode hvorefter det stryges og kvejles op og mærkes med dimension og længde samt til hvilket bændsel i mastekranen det skal anvendes.
Da flere af kvejlene vejer op mod 80 kg. kvejles de op således at det er muligt at tage 1-2 tørner af kvejlet uden at hele kvejlet løber op. Det sidste er særligt vigtigt når kvejlet skal tages rundt tømmerkonstruktionen i 30 meters højde.
Tovværket bliver leveret til mastekranen i uge 4. Her venter der et større arbejde med at bringe alle de tunge kvejl op i toppen af kranens hus.
Det hele foregik her på Repslagarmuseet:
Mere om mastkranen
På bradbænken Elefanten stod en mastekran, som blev rejst i 1730.
Det var den såkaldte Benstrup'ske mastekran:

Men da denne enten fandtes at være for svag eller for vejrbidt skulle der rejses en ny kran på stedet.
Et første udkast viste en noget kraftigere, men ellers ret traditionel konstruktion.
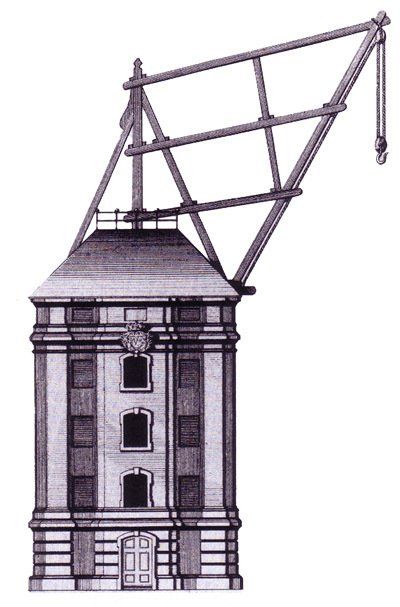
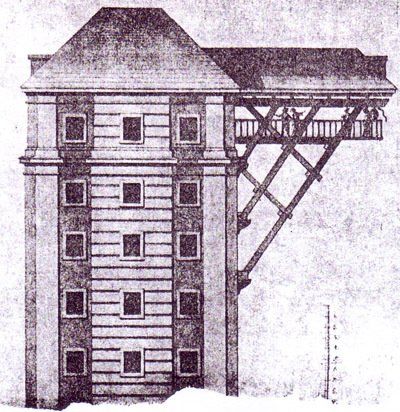
Imidlertid fremlagde Philip de Lange, en af Københavns største entreprenører og murermestre, som også arbejdede for Sø-Etaten, en anderledes ide, en "indmuret" kran. Den kgl. bygningskommission, med Nicolai Eigtvedt og Lauritz de Thuarah i spidsen, kunne godt se noget positivt ved ideen, men mente, at man kunne nøjes med at sætte krankonstruktionen ganske enkelt ovenpå selve murstensbygningen.
Det kan fornemmes, at forholdet mellem de kongelige bygningskommissærer og murermesteren var præget af dyb gensidig mistro og jalousi. Eigtved og Thurah fandt det ved et tidspunkt "for os aldeles uanstændig med En, som os er subordineret, at træde udi Conference". Med andre ord var de fine herrer ikke meget for at tale direkte med en gemen murermester.
At Lange kort efter kom med et nyt og storslået udkast, gjorde sagen formentlig ikke meget bedre. Kommissionen fandt meget at kritisere ved dette nye udspil og sparede ikke med spot. Ikke mindst eragtedes det som aldeles ikke "nyttigt eller tjenligt ... med så mange Zirater", dvs. "krummelurer", pilaster, gesimse og andre udsmykninger.
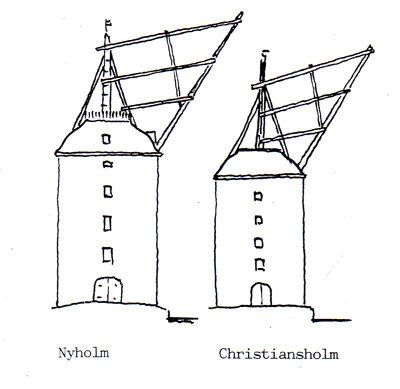
Men teori er en ting, praksis en anden, og de Lange var den der havde det fornødne praktiske viden og kunnen. Det er hans mastkran, der står på Nyholm den dag idag, omendt i en forenklet form iht. kommissionens indvendinger.
Sidenhen har Lange selv åbenbart godt kunnet se, at komissionens konstruktion ikke var helt galt. Uden videre indvendinger var det den han genanvendte få år senere ved konstruktionen af den mastkranen på Christiansholmen. Herom mere her.

Andre mastekraner ude i verden





Andre steder
Vi ved ikke, om der findes andre historiske mastekraner i verden. Men hvis de findes, vil vi meget gerne høre mere om det. Send os en mail!

Telefon
+45 33 15 43 48
CVR 33 49 50 56
Addresse
Herluf Trolles Gade 3kl.tv
1052 København
All rights reserved Sejlmager Hansens Eftf. Aps. 2022